概要:実環境の過酷な産業条件に耐えなければならない部品には、強度と耐久性に優れたポリマーを用いた3Dプリントが不可欠です。適切な材料の選定とは、単に「最も強い」という単一の選択肢を見つけることではなく、用途のニーズに合ったポリマーを選ぶことです。引張強度や衝撃強度から耐熱性、耐薬品性に至るまで、あらゆる要素が性能を左右します。用途の要件に基づいて材料を選定することで、機能性プロトタイプや最終製品部品において、信頼性と長期的な耐久性の両方を確保することができます。
過酷な産業環境に耐えられる部品をプリントする必要がある場合、強度の高い3Dプリント材料を使用したいと思うでしょう。しかし、何が最適な選択肢なのかは、必ずしも明確ではありません。
材料の強度や耐久性を表す単一の普遍的な指標があれば、用途に合わせて「最も耐久性の高い」3Dプリント材料を簡単に選べれば理想的です。しかし、現実はもっと複雑です:
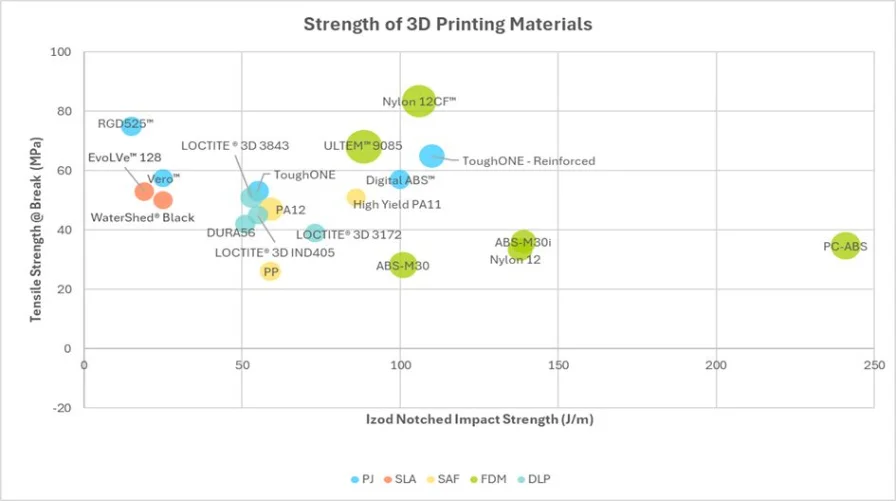
上の図は、Stratasysが提供する材料の一例に過ぎず、これはすべてのポリマー系3Dプリント材料の一部であり、当然ながら一般的な材料全体の一部に過ぎません。
また、この表にはこれらの材料の引張強度、衝撃強度、熱変形温度のみが示されています。材料の強度や靭性を測定する方法は他にもいくつかあります。
機能性プロトタイピングや量産に適したポリマーを選定するには、引張強度や耐熱性を比較するだけでは不十分です。用途によって重視すべき機械的特性は異なり、これらの数値を正しく解釈することが重要です。
以下のセクションでは、強度、剛性、靭性といった主要な性能指標を定義し、3Dプリント技術ごとにそれらがどのように異なるかを比較します。これにより、各技術のトレードオフを理解し、用途に最適な材料を見極める一助となるでしょう。

強度、剛性、靭性は、いずれも耐久性のある材料にとって重要な特性です。しかし、これらの用語は実際には何を意味するのでしょうか?耐久性のある3Dプリント材料を選ぶ際、どれを優先すべきか、どのように判断すればよいのでしょうか?
耐久性のある部品が必要な場合は、製造部品の信頼性と耐久性を確保するため、上記の特性に基づいて3Dプリント材料を選択してください。材料の仕様に加え、基盤となる3Dプリント技術も、選択において重要な要素となります。
それでは、以下の各カテゴリーにおける高強度な3Dプリント材料を見ていきましょう:

「強度の高い3Dプリント材料」といえば、おそらく真っ先にFDMフィラメントが思い浮かぶでしょう。それも当然です。FDM(溶融積層法)は、市場で最も強度の高い3Dプリントフィラメントの一つとして知られています。
|
材料 |
ノッチ付き衝撃強度 (J/m) |
破断伸び (%) |
破断引張強度 (MPa) |
破断曲げ強度 (MPa) |
264 psi における HDT (°C) |
|
PC-ABS |
241 |
4.7 |
34.7 |
(破断なし) |
112 |
|
ABS-M30i™ |
139 |
4 |
36 |
61 |
82 |
|
ナイロン12 |
138 |
30 |
33.4 |
(破断なし) |
75.3 |
|
ナイロン12CF |
106 |
2.4 |
83.5 |
153 |
154 |
|
ABS-M30™ |
101 |
8.1 |
28.1 |
(破断なし) |
99.9 |
|
ULTEM™ 9085 |
88.5 |
5.4 |
68.1 |
104 |
172.6 |
ここには明らかなトレードオフがあることに気づくかもしれません。落下や一般的な摩耗・損傷に対して最も堅牢なフィラメントを求めるなら、PC-ABSを選ぶのが良いでしょう。ある程度の延性が必要な場合は、ナイロン12の方が適しています。非常に高い強度と耐熱性が求められる場合は、ULTEM™が最適でしょう。
あるエンジニアリング企業は、カーボンファイバー素材であるナイロン12CFを使用して、海上用衛星アンテナ向けの軽量かつ高強度の支持マウントを製造しました。この素材の高い引張強度と剛性、そしてF900プリンターの大きな造形チャンバーが相まって、この用途に理想的な選択肢となりました。 3Dプリントされたアンテナ支持マウントにより、製造コストは20%削減され、製造時間は75%短縮され、部品の重量は38%軽減されました。

FDMに関するもう1つの注意点として、一般的にFDM材料は等方性ではないという点があります。各層内での強度は、積層された層間を横切る方向の強度よりも高くなります。このため、通常、XZ方向の強度とZX方向の強度という2つの別々の仕様が記載されています。 (上記の仕様はXZ方向のものです。完全な仕様が記載されたデータシートはこちらでご覧いただけます。)
FDM技術は、ミニマックス(最小・最大)アプローチの典型的な例です。強度やサイズを重視した造形が必要な場合、多くの場合これが最適な解決策となります。さらに、FDMマシンは一般的に導入や操作習得が最も容易な部類に入ります。
外観が重要な場合、FDM技術は最適な解決策ではない可能性があります。なぜなら、印刷された部品に目に見える層の境界線が残りがちだからです。また、FDMは、複数の色や素材を使用する部品、あるいは非常に高解像度で繊細な形状を持つ部品の印刷には適していません。

PolyJet技術は、従来、FDMと比較すると正反対の特性を持つものと見なされてきました。FDMが強度に最適化されているのに対し、PolyJetはその美観で高く評価されています。
PolyJetは、1回の印刷で複数の色や素材を印刷できます。非常に高い解像度(層厚は最小14μm)を誇ります。
しかし、靭性という点では、PolyJetは通常、第一の選択肢とはなりませんでした。しかし、最近「ToughONE」材料がリリースされたことで、この状況は多少変化しています。ToughONEは、強度、靭性、そして高い表面仕上げを独自に兼ね備えています。機能性プロトタイピングや最終部品の製造において、カラーや複数の材料と組み合わせて使用することが可能です。
|
材料 |
ノッチ付き衝撃強度 (J/m) |
破断伸び(%) |
引張強度 (MPa) |
曲げ強度 (MPa) |
264 psi における HDT (°C) |
|
Vero® |
20-30 |
10-25 |
50-65 |
75-110 |
45-50 |
|
ToughONE™ |
90 |
47-58 |
48-53 |
77-87 |
59-62 |
|
タフワン 補強タイプ |
90 |
22-36 |
61-63 |
85-87 |
75-77 |
|
デジタルABS™ |
90-110 |
25-40 |
55-60 |
65-75 |
51-55 |
|
RGD525™ |
14-16 |
10-15 |
70-80 |
110-130 |
55-57 |
PolyJetは、高精度、微細なディテール、滑らかな表面仕上げが不可欠な用途に最適です。特に以下の用途に適しています:

SAF(選択的吸収溶融)は、粉末床溶融(PBF)の一種であり、以下の強靭な材料も使用可能です:
|
材料 |
ノッチ付き衝撃強度 (kJ/m²) |
破断伸び(%) |
引張強度 (MPa) |
曲げ強度 (MPa) |
264 psi における HDT (°C) |
|
ナイロン PA12 |
4.17 |
11 |
47 |
54 |
77 |
|
ハイイールド PA11 |
7.4 |
30 |
51 |
51 |
47 |
|
ポリプロピレン |
3.5 |
22 |
26 |
28 |
56 |
ここでも、非常に剛性の高い(高い曲げ強度)3D材料と、頑丈な(高い衝撃強度)3D材料との間に明確な違いがあります。耐熱性もここでは重要な要素となります。
ある製造サービス局は、SAFを利用して航空宇宙産業向けの部品を製造しました。これには、治具、固定具、金型、および量産部品の製造が含まれます。3D Compositesは、その剛性、形状再現性、および強度から、ナイロンPA12を推奨しました。 SAF技術により、一貫した品質での大量生産が可能となり、部品単価とリードタイムが削減されたため、同社は厳しい生産納期に対応することができました。
SAFは、高い再現性と部品あたりの低コストで知られています。12時間の印刷で数百個の部品を印刷することができ、年間製造量は数万個に達します。これに加え、優れた強度仕様も備えているため、中~大量生産に特に適しています。
SAFは、極めて滑らかな表面仕上げが求められる用途には推奨されません。そのような場合は、PolyJet、SLA、またはP3 DLPソリューションを選択した方が良いでしょう。

P3 DLPプリンターは、優れた強度と材料性能に加え、卓越した表面仕上げと精度を兼ね備えた、稀有な組み合わせで知られています。これにより、日常的な使用に耐える十分な強度が必要でありながら、高いレベルの表面仕上げと精度も求められる、生産用治具やその他の少量生産に最適です。
|
材料 |
衝撃強度 (J/m) |
破断伸び(%) |
引張強度 (MPa) |
66 psi 時の熱変形温度 (°C) |
|
LOCTITE® 3D 3172 |
73 |
105 |
39 |
51 |
|
ロクタイト 3D 3843™ |
53 |
43 |
51 |
63 |
|
ロクタイト 3D IND405™ |
51 |
101 |
45 |
53 |
|
DURA5™6 |
55 |
78 |
42 |
52 |
ここでは「いつ使うべきか」というセクションは省略します。なぜなら、多くのケースで良好に機能するため、むしろ「いつ使わないべきか」を述べた方が分かりやすいからです。P3 DLPの性能が劣る領域は、基本的に以下の2つだけです:
どの3Dプリンティング技術が自身のニーズに最も適しているか把握したとしても、AMに適した材料を選定するという課題が残ります。材料の様々な特性を考慮する必要があります:
次回のプロジェクトでどのような材料仕様が適しているかお悩みでしたら、ぜひ当社の専門家にご相談ください。プロジェクトの詳細な要件について、徹底的にご説明いたします。それが私たちの役割です。
