

概要:デジタルライトプロセッシング(DLP)3Dプリンティングは、投影された光を用いて光硬化性樹脂を硬化させ、優れた精度、滑らかな表面仕上げ、そして機能的な材料特性を備えた部品を製造します。速度、信頼性、幅広い材料対応性を兼ね備えたDLPは、プロトタイピングと量産を橋渡しし、自動車、航空宇宙、産業、医療、民生用途向けに、等方性で高性能な部品を提供します。 StratasysのP3™プログラマブル光重合技術は、閉ループプロセス制御と特許取得済みの空気圧式分離システムによりDLPをさらに進化させ、卓越した精度、再現性、および表面品質を実現します。
DLP(デジタル・ライト・プロセッシング)印刷は、デジタルプロジェクターのスクリーンを用いて液体のフォトポリマーを硬化させる、樹脂ベースの3D印刷技術です。 デジタルマイクロミラーデバイス(DMD)を用いて層全体の画像を同時に照射することで、ポイント・トゥ・ポイント方式のレーザーシステムに比べて、はるかに高速なプリント速度と高い精度を実現しており、射出成形に代わる有力な選択肢となっています。
このため、DLPは少量生産の部品に非常に適しています。
各層の硬化後、ビルドプラットフォームが上昇し、次の断面のために新しい樹脂がその下に流れ込むようになっています。この全層投影方式こそが、DLPが他の樹脂技術に比べて速度面で優位性を持つ理由です。
1987年にテキサス・インスツルメンツ社が開発したDMD自体には、個別に制御可能な数千個の微細なミラーが内蔵されています。各ミラーは、光を造形領域に向けて反射させるか、ビームダンプに向けて反射させるかのいずれかを行い、これらの位置間の高速な切り替えによって、各ピクセルの実効輝度が制御されます。デジタル・プロジェクション社は、この技術を用いて10年後に最初のDLPプロジェクターを開発しました。
DLPプリンターにおいて、実際のDLPプロジェクターは、複雑な3Dプリンティング装置を構成する部品の一つに過ぎません(もっとも、極めて重要な部品ではありますが)。DLP 3Dプリンターには、主に4つの構成要素があります:
これらが互いに連携して3Dパーツを印刷する仕組みは以下の通りです:1. バットには光硬化性樹脂(光にさらされると硬化するプラスチックの一種)が入っています。2. バットの底(ビルドプラットフォームの下)にある柔軟な膜が下方に拡張し、樹脂の薄い層が流れ込みます。 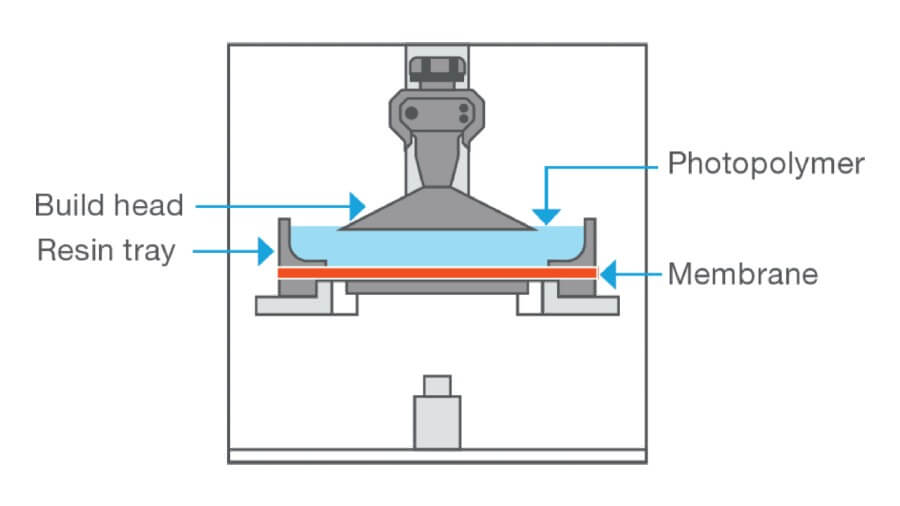
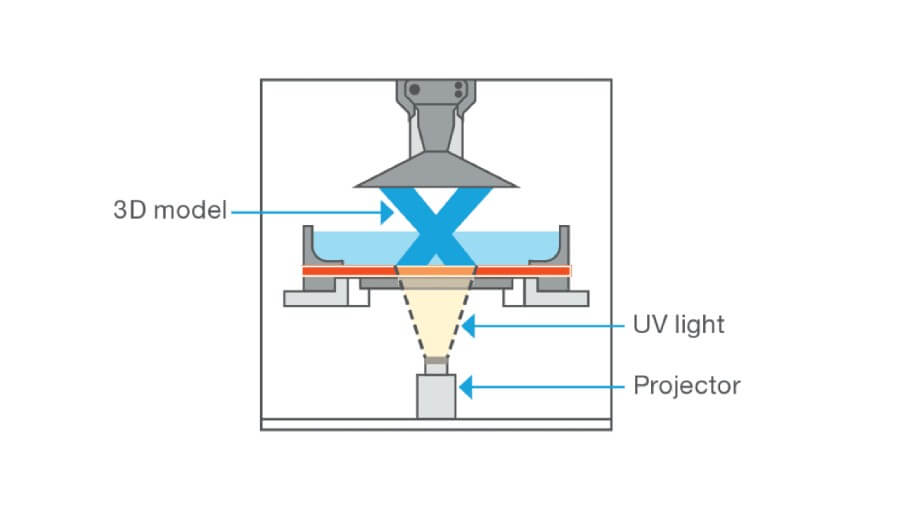
3. DLPプロジェクターは、3Dプリント部品のスライス画像をバット内の樹脂表面に投影することで、そのスライス全体を一度に硬化させます。4. メンブレンが上方に収縮してビルドプラットフォームに接触し、メンブレンとビルドプラットフォームの間に挟まれた薄い樹脂層が硬化します。5. ビルドプラットフォームが上昇し(ごくわずかに、これがZ軸の解像度です)、その下にさらに樹脂が流れ込むようにします。
6. 部品が完成するまで、各スライスに対して手順2~5を繰り返します。
積層造形(AM)はいくつかの方法で分類できますが、おそらく最も単純な方法は、使用される材料から始めることです。大まかに単純化すると、材料のカテゴリーは以下の通りです:

あらゆる種類のプラスチックは、より流動性のある、あるいは成形可能な状態から「最終的な」状態へと変化します。熱可塑性樹脂と熱硬化性樹脂の主な違いは、この変化の可逆性にあります。熱可塑性樹脂は、硬化して「恒久的な」状態になる際、完全な双方向のプロセスを経ます。
このプロセスは逆転させることができ、元の原料の状態に戻すことができます。対照的に、熱硬化性樹脂は、その名前が示す通り、一度硬化するとその状態が固定されます。プラスチックが硬化すると、元の状態に戻すことはできません。
別の見方をすれば、硬化後のプラスチックに熱を加えた場合に何が起こるかということです:
特定の積層造形技術は(通常)、1つの材料カテゴリでのみ機能します。
|
ISO用語 |
バリエーション |
使用される材料カテゴリー |
|
バインダージェッティング |
|
金属(およびその他の非プラスチック材料) |
|
指向性エネルギー堆積 |
LDW、EBAM、LENS |
金属 |
|
材料押出 |
FDM |
熱可塑性樹脂 |
|
材料ジェット |
PolyJet |
熱硬化性樹脂 |
|
粉末積層造形 |
SAF |
熱可塑性樹脂 |
|
シート積層 |
|
金属 |
|
Vat光重合 |
SLA、DLP、LCD |
熱硬化性樹脂 |
この概要から、DLPが他の槽内光重合方式
と最も密接に関連していることは明らかです。とはいえ、DLPをいつ使用するのが最適か、また他の方法が望ましいのはどのような場合かを判断するためには、あらゆる形態のポリマー3Dプリント技術を比較検討することが有用です。
バット光重合とそのさまざまな形態について、詳しく見ていきましょう。
SLAはDLPと多くの共通点を持っています:
主な違いは、UV光源の種類と造形方向に関連しています:
LCDは、DLP方式の3Dプリンティングとさらに密接な関係にあります。この場合、どちらの技術も投影された画像を用いて各層を一度に硬化させ、フォトポリマー樹脂を下側から露光させる点で共通しています。両者の違いは以下の通りです:
DLPはDMD(微細なミラー)を搭載したプロジェクターを用いてUV光をフォトポリマー樹脂に反射させるのに対し、LCDはUV LEDアレイを使用し、LCDスクリーンによって部分的に遮光されることで、どの点を硬化させるかを決定します。このため、LCDは「マスキングSLA(mSLA)」3Dプリンティングと呼ばれることもあります。 DLPはより成熟したAM技術であり、高価ではあるものの、信頼性が高く長寿命なコンポーネントに基づいています。また、LCDよりも高い照射強度を提供するため、より幅広い材料に対応可能です。一方、LCDはピクセルブリーディングや光源の劣化ムラが生じやすいため、コストを抑えるために再現性や精度をある程度犠牲にできるホビー向けの3Dプリンターで多く見られます。
過度に一般化してしまう恐れはありますが、DLP、LCD、SLAプリンターの主な違いをまとめてみましょう。以下の表に記載されている数値の多くは、価格帯や材料、その他の要因によって大きく異なります。しかし、これら3つの樹脂系3Dプリント技術の強み、弱み、そしてそれぞれの適した用途について、おおまかな理解を得るには役立つはずです:
|
SLA |
LCD |
DLP |
|
|
光源の波長 |
355 nm |
405 nm |
385 nm |
|
高性能材料 |
広範囲 |
限定的 |
広範囲 |
|
印刷速度 |
中~高速 |
非常に速い |
高速 |
|
積層サイズ |
小~大 |
小~中 |
小 |
|
価格(ハードウェア) |
中~高 |
低 |
中~高 |
|
精度と正確性 |
非常に高い |
中 |
非常に高い |
|
代表的な用途 |
|
|
|
DLP 3Dプリンティングは、極めて高い精度、高速生産、メンテナンスコストの削減など、産業面で大きなメリットをもたらします。デジタルマイクロミラーデバイス(DMD)を活用することで、一貫した解像度と鮮明なディテールを実現し、高性能な機能部品の製造において、射出成形に代わる信頼性の高い選択肢となっています。
DLPは個々のピクセルを制御することで、滑らかな表面仕上げと精緻なディテールを備えた部品を製造します。光源が固定されているため、レーザー方式のシステムでしばしば見られる振動や精度のばらつきを排除できます。
DLPライトエンジンの寿命は、一般的にLCDスクリーンよりも長くなっています。これらのプロジェクターは産業用レベルの信頼性を備えており、数千時間にわたる稼働においても安定したUV出力を維持します。
プロジェクターが層全体を同時に照射するため、印刷時間は部品の高さによってのみ決まり、ビルドプレート上の部品の数量や複雑さには左右されません。
FDMやSLAシステムに比べて可動部品が少ないため、DLPプリンターは機械的な摩耗が少なくなります。また、密閉型のライトエンジン設計により、繊細な光学系をほこりや樹脂の混入から保護します。
DLPでは、さまざまな特性を持つ材料を使用して3Dプリントが可能です。その385 nmのUV光源は、幅広い樹脂材料の硬化に最適です。互換性のあるすべての材料に共通する点は、フォトポリマーでなければならないということです。(DLPプリントのプロセス全体は、光による樹脂の硬化に基づいていることを思い出してください。)
DLP用フォトポリマーは、以下の機能別カテゴリーに分類できます:
耐熱性の高い材料は脆くなりやすい傾向がある一方、弾力性や靭性の高い材料は耐熱性が低い傾向があります。用途に最適な材料を決定する際には、この点を念頭に置いておく必要があります。
これらの材料は、DLPによる3Dプリントにおいて万能な素材と言えます。以下の利点があります:
タフな材料は、衝撃や繰り返しの動きに耐えることができます。弾性にはばらつきがあるものの、一般的に高い衝撃強度を備えています。タフなDLP材料は、模倣する熱可塑性樹脂の種類によって分類できます。例:
これらの材料は、様々な形態でゴムを模倣しており、次のような用途に用いられます:
エラストマー系フォトポリマーは、以下の特性によって評価されます:
一般的に、ショア値が低い材料ほど伸びやすく(破断時の伸び率が高い)、硬いエラストマーは形状・嵌合・機能のプロトタイプに適しています。一方、柔らかいエラストマーはシールやガスケットに広く使用される傾向があります。
これらは、持続的な熱への暴露に耐えることができるDLP材料であり、通常は熱変形温度(HDT)の測定値によって定量化されます。また、難燃性、発煙性、および毒性(FST)に関する認証を取得している場合もあります。耐熱性材料は湿気に対しても強い傾向があり、長期的な寸法安定性が向上します。 なお、耐熱性材料は通常、他の種類の材料に比べて脆い傾向があります。繰り返しのひずみ、衝撃、または落下リスクを伴う用途では、これらの材料の使用を避けるべきです。
高精度かつ滑らかな表面仕上げにより、DLPは医療機器の印刷に適しています。これには、関連する規制要件および規格に基づいて認証された、専用の医療用グレードの材料が使用されます。
上記の一般的なカテゴリーは多くの用途に使用できます。特殊な特性(例:静電気放電(ESD)保護、難燃性)が求められる用途には、その他の特殊用途材料を使用できます。これらの3D材料は、それらが代替する従来の熱可塑性材料によって分類できます。例えば:
積層造形のための設計(DfAM)とは、3Dプリントが実際のプリンターから始まるだけではないという考え方です。それは部品の設計から始まります。現在の設計は、従来の生産方法の制約を考慮して行われています。しかし、根本的に異なる生産方法を扱う以上、部品設計は不適切な制約に縛られるべきではありません。DfAMにより、積層造形の可能性を最大限に引き出すことができます。
生産部品に積層造形を用いる場合、AMの真の利点を最大限に引き出すためには、この技術に適した設計が不可欠です。優れたDfAMは、品質、機能性、スループットの向上に寄与し、結果として総コストの削減と、積層造形による生産の適用範囲の拡大につながります。さらに、積層造形に適した設計を行うことで、複数の部品を単一の統合部品に集約できる場合が多く、組み立て作業の労力を削減できるほか、精密な手作業による組み立て工程にしばしば伴う品質上の課題も軽減できます。
ステップ1 – 部品と用途を検討する:
ステップ2 – AM材料の選択:
ステップ3 – プリント部品の向きを検討する:
部品の配置は表面品質にも影響します:
ステップ4 – サポートの必要性を検討する:
ステップ5 - 洗浄と後硬化:
例えば、下図に示すベンチュリバルブ(断面図)は、左図に示す向き(3つのポートが下向き、1つが上向き)で印刷される限り、完全に自立しています。もし逆の向きで印刷された場合、中央の内部流体出口(赤でマーク)にはサポートが必要になります。
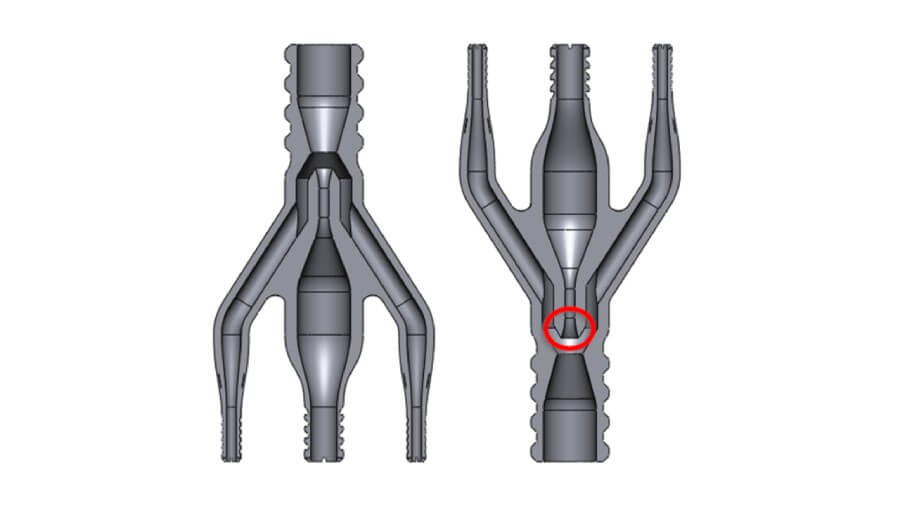
しかし、この部品を大量に印刷するには、ネスト密度が重要な役割を果たします。すべての部品が同じ向きだと、1回の印刷で収まる数が減り、スループットが低下します。そのため、両方の向きを使用する必要があり、そのうちの1つにはサポートが必要となります。DLPでサポート材を使用すること自体は問題ではありませんが、このケースでは課題となりました。サポートを追加する論理的な方法は、次のようなものになります(緑色の線):
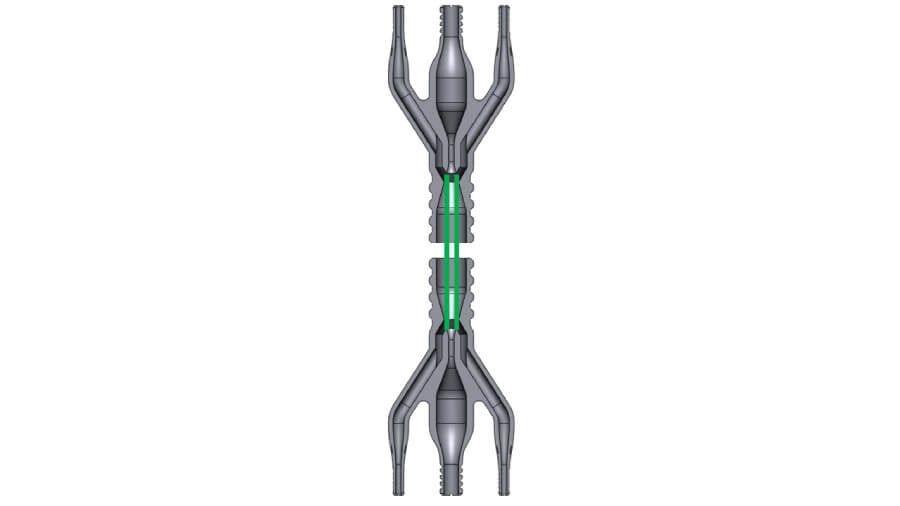
しかし、閉じたチューブ内部にサポート構造を配置すると、それらをきれいに除去することはほぼ不可能になります。その代わりに、設計をわずかに変更することで、ベンチュリバルブはどちらの向きでも完全に自立するようになりました:
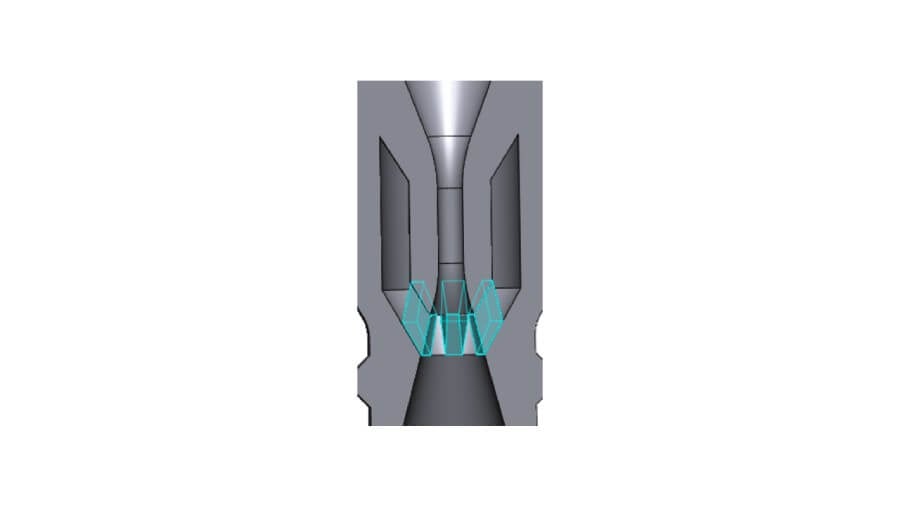
この解決策では、側壁と中央の内部流体出口を接続する自立式のブレース(青色で強調表示)を追加し、サポートのないポートを支えつつ、気流を妨げないようにしています。
DLP 3Dプリンティング技術は、すでに高品質で再現性が高く、完全に機能する部品の製造に活用されています。そして、その性能はさらに向上する見込みです:
この方法にはいくつかの利点があります:
DLPは、さまざまな積層造形用途で活用されています。その共通点は、部品の高い精度と正確性、あるいは滑らかな表面仕上げに加え、高性能な材料(強靭性、剛性、弾性、耐熱性などの特性を持つ材料)が求められる場合です。以下に、DLP 3Dプリントが特に優れているユースケースの例をいくつか挙げます:
TryTecは医療機器事業への参入を目指していました。医療専門家数名と面談した結果、ニーズが明確になりました。それは、内視鏡機器を迅速に洗浄する方法を見つけることでした。コンセプトはありましたが、形状が非常に複雑で、射出成形には適していないように見えました。
DLP 3Dプリンティングは、この製品を立ち上げるために不可欠な2つの特性を兼ね備えていました:



