

概要:
デジタル・ライト・プロセッシング(DLP)3Dプリンティングは、投影光を用いて光硬化性樹脂を硬化させ、優れた精度、滑らかな表面仕上げ、機能的な材料特性を備えた部品を製造します。速度、信頼性、幅広い材料互換性を兼ね備えたDLPは、試作と量産を橋渡しし、自動車、航空宇宙、産業、医療、民生用途向けに等方性で高性能な部品を提供します。 ストラタシスのP3™プログラマブル光重合技術は、閉ループプロセス制御と特許取得の空気圧分離システムによりDLPを進化させ、卓越した精度、再現性、表面品質を実現します。
DLP®は光投影技術です。DLP 3Dプリントは、高性能材料を活用して製造部品に機能特性を付与し、滑らかな表面を持つ高精度部品の製造に使用されます。
この特性により、本技術は生産部品に極めて適しており、少量生産における射出成形の優れた代替手段となります。
DLP印刷は、デジタル光処理(DLP)プロジェクターを用いて液体フォトポリマー樹脂を急速に硬化させる樹脂ベースの3D印刷技術です。層全体を同時に固化させ、3Dオブジェクトを構築します。
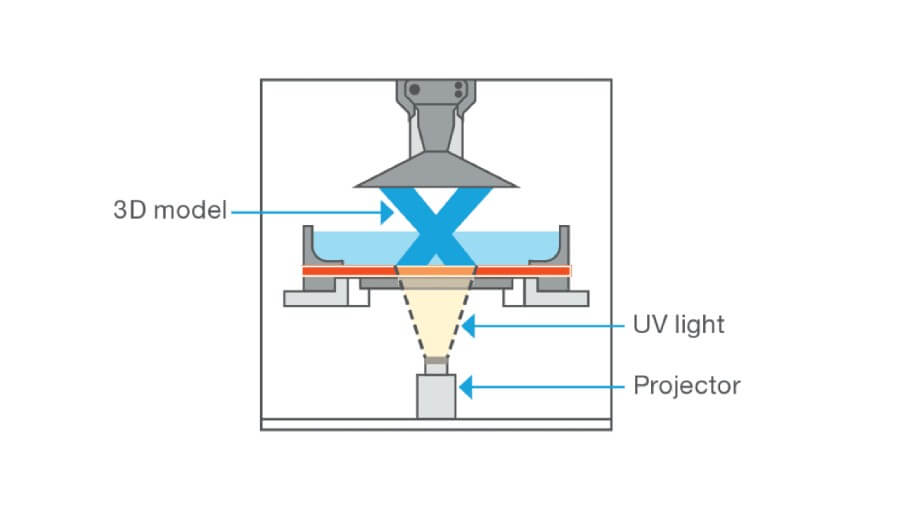
デジタル光プロジェクターが層全体の画像を同時に照射し、液状フォトポリマー樹脂を一回の露光で硬化させます。プロジェクターから放出される特定の波長の紫外線に曝露されると、樹脂は急速に固化します。各層が硬化すると、造形プラットフォームが精密に上昇し、次の断面用に新たな樹脂が下部に流れ込みます。この全層投影方式により、他の樹脂ベース3Dプリント技術と比較して高速なプリント速度を実現します。
DLPはデジタル方式の光投影技術であり、画面上の個々のピクセル(色、輝度、コントラスト)を制御します。その中核には、デジタルマイクロミラーデバイス(DMD)が用いられ、光を目的のピクセルに反射させます。
DMDは1987年にテキサス・インスツルメンツが開発したもので、数千の微小ミラーで構成されています。10年後、デジタル・プロジェクション社がこの技術を用いて初のDLPプロジェクターを創出しました。
このプロジェクターは各ミラーを個別に制御し、光をスクリーンへ反射させるか、あるいは光を遮断するビームダンプへ反射させることができます。さらに、ミラーを高速で「オン」と「オフ」に切り替えることで、色(またはグレースケール)の有効輝度を低下させることが可能です。
DLPプリンターにおいて、実際のDLPプロジェクターは複雑な3Dプリンティング装置の構成要素の一つ(とはいえ重要な要素)に過ぎません。DLP 3Dプリンターには主に4つの主要コンポーネントがあります:
3Dパーツを印刷する際の相互作用は以下の通りです:
1. 槽内には光硬化性樹脂(光に晒されると硬化するプラスチックの一種)が充填されています。
2. 槽底(造形プラットフォーム下)の柔軟な膜が下方へ膨張し、薄い樹脂層が流入します。 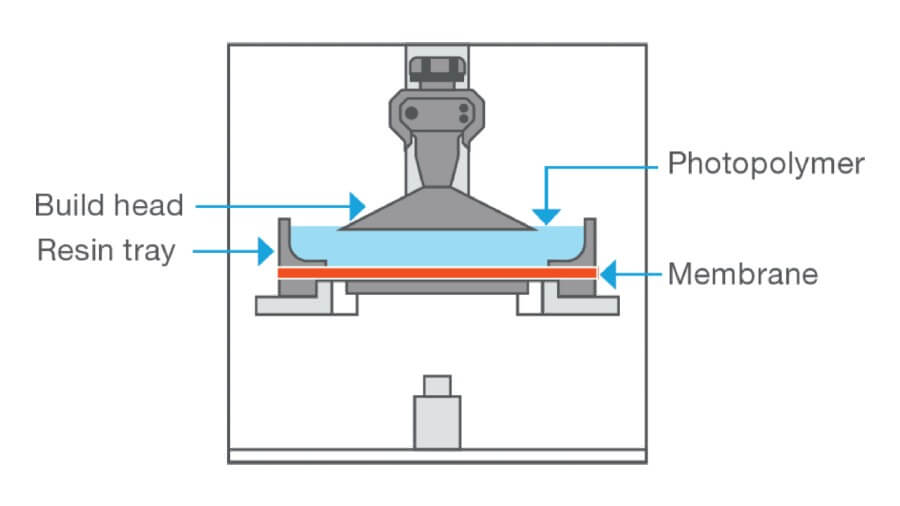
3. DLPプロジェクターが、バト内の樹脂表面に3Dプリント部品のスライス画像を一気に投影し、そのスライス全体を硬化させます。
4. 膜が上方に収縮してビルドプラットフォームに接続し、膜とビルドプラットフォームの間の薄い樹脂層が硬化します。
5. ビルドプラットフォームがわずかに上昇(これがZ軸解像度です)し、さらに樹脂が下部に流れ込む余地を作ります。
6. 部品が完成するまで、各層ごとに手順2~5を繰り返します。
積層造形(AM)はいくつかの方法で分類できますが、おそらく最も単純なのは使用される材料から始めることです。非常に単純化すると、材料のカテゴリーは次のとおりです:

あらゆるプラスチックは、流動性や成形性のある状態から「最終状態」へと変化する。熱可塑性樹脂と熱硬化性樹脂の主な違いは、この変化の可逆性にある。熱可塑性樹脂は硬化・固化して「恒久的な」状態になる際、完全な双方向プロセスを経る。
このプロセスは逆転可能であり、元の原料に戻すことができる。対照的に、熱硬化性樹脂は(その名が示す通り)固定される。プラスチックが硬化すると、元の状態に戻すことは不可能となる。
別の見方として、硬化プラスチックに熱を加えた場合の結果を考えてみましょう:
特定の積層造形技術は(通常)1種類の材料カテゴリーのみに対応します。
ISOはAM技術を7つの主要グループに分類している:
|
ISO用語 |
バリエーション |
使用される材料カテゴリー |
|
バインダージェッティング |
|
金属(およびその他の非プラスチック材料) |
|
指向性エネルギー堆積 |
LDW、EBAM、LENS |
金属 |
|
材料押出 |
FDM |
熱可塑性プラスチック |
|
マテリアル・ジェッティング |
PolyJet |
熱硬化性樹脂 |
|
粉末床溶融 |
SAF |
熱可塑性プラスチック |
|
シート積層 |
|
金属 |
|
槽内光重合 |
SLA、DLP、LCD |
熱硬化性樹脂 |
この概要から、DLPが他の槽内光重合
方式と最も密接に関連していることは明らかである。とはいえ、DLPをいつ使用するのが最適か、また他の方法が好ましい場合を判断するには、あらゆる形態のポリマー3Dプリントを比較することが有用である。
あらゆる積層造形技術には長所と短所があり、DLPも例外ではない。とはいえ、DLPは最も万能な技術と言えるかもしれない。ほとんどの積層造形技術では、美観と性能の間に明確なトレードオフが存在する。
例えば溶融積層造形(FDM)は、強度、性能、耐久性において優れている。しかし、その精度と表面仕上げは、特定の最終用途部品には不十分である。 一方、PolyJetは表面仕上げ、質感、色彩において真に最高水準を実現します。
ただし、ほとんどのPolyJet材料は経年劣化に耐えられません。これらの(およびその他の)積層造形技術はそれぞれ特定の用途において卓越しており、当然ながらそれらのケースで使用されるべきです。一方
、DLPは非常に優れた部品品質と機能性材料、そして部品単価の低さを兼ね備えています。
その他の利点:
SLAはDLPと多くの特徴を共有しています:
主な相違点は、UV光源の種類と造形方向に関連している:
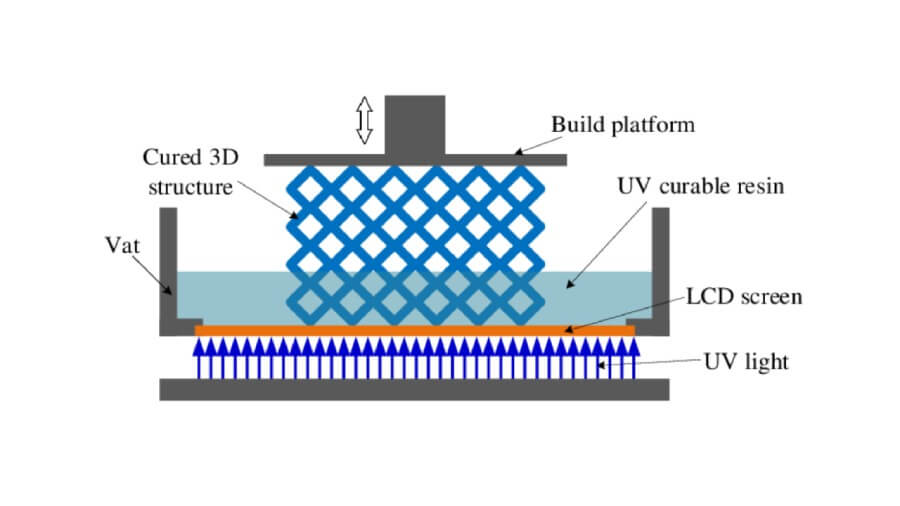
ResearchGate掲載のLCD 3Dプリンター概略図
LCDはDLP 3Dプリントとさらに密接な関係にあります。この場合、両技術とも投影された画像を用いて各層を一度に硬化させ、光重合樹脂を下から露光します。両者の違いは以下の通りです:
DLPがDMD(微細ミラー)搭載プロジェクターでUV光を樹脂に反射させるのに対し、LCDはLCDスクリーンで部分的に遮蔽されたUV LEDアレイを用いて硬化ポイントを制御します。この特性から、LCDはマスク付きSLA(mSLA)3Dプリンティングとも呼ばれます。 DLPはより成熟したAM技術であり、高価ではあるが信頼性と耐久性に優れた部品を基盤としています。またLCDよりも高い照射強度を提供するため、より多様な材料に対応可能です。一方LCDは画素の滲みや光源の不均一な劣化の影響を受けやすいため、再現性や精度をある程度犠牲にして低コストを実現できる趣味向け3Dプリンターで一般的に採用されています。
過度に一般化するリスクはあるものの、DLP、LCD、SLAプリンターの主な違いをまとめます。以下の表の数値の大半は、価格帯、材料、その他の要因によって大きく変動します。ただし、これらの樹脂ベースの3Dプリント技術それぞれの長所、短所、および使用すべきタイミングについて、一般的な見解を提供できるはずです:
|
|
SLA |
LCD |
DLP |
|
光源波長 |
355 nm |
405 nm |
385 nm |
|
高性能材料 |
広範囲 |
限定 |
広範囲 |
|
印刷速度 |
中速/高速 |
超高速 |
高速 |
|
ビルドサイズ |
小型~大型 |
小~中 |
小 |
|
価格(ハードウェア) |
中~高 |
低 |
中~高 |
|
精度と正確性 |
優 |
中 |
優 |
|
代表的な用途 |
|
|
|
DLPは様々な積層造形アプリケーションで使用されます。共通点は、高い部品精度と精密性、あるいは優れた表面仕上げ、さらに高性能材料(強靭性、剛性、弾性、耐熱性など)を同時に必要とするあらゆるケースです。以下にDLP 3Dプリントが特に優れる使用例を示します:
DLPは多様な特性を持つ材料で3Dプリントが可能です。385nmのUV光源は幅広い樹脂材料の硬化に適しています。互換性のある材料の共通点は、光重合樹脂であることです(DLP印刷の全工程は光による樹脂硬化に基づいていることを忘れないでください)。
DLP用フォトポリマーは、以下の機能別カテゴリーに分類できます:
高温耐性材料は脆くなりがちである一方、より弾性または靭性のある材料は耐熱性が低くなる傾向があります。用途に最適な材料を決定する際には、この点を留意する必要があります。

これらの材料は、DLPによる3Dプリントにおいて万能材料と言えます。以下の利点があります:

タフ材料は衝撃や反復動作に耐えます。弾性には差がありますが、一般的に高い衝撃強度を共有しています。タフDLP材料は模倣する熱可塑性樹脂の種類によって分類できます。例:

これらの材料は様々な形態でゴムを模倣し、以下のような用途に使用されます:
エラストマー系フォトポリマーは以下で定量化される:
一般的に、ショア値が低い材料ほど伸び率(破断伸び)が大きくなります。硬いエラストマーは形状・適合・機能プロトタイプに、柔らかいエラストマーはシールやガスケットに広く用いられます。

これらは持続的な熱暴露に耐えられるDLP材料であり、通常は熱変形温度(HDT)の測定値で定量化される。また、難燃性・発煙性・毒性(FST)への対応が認証されている場合もある。耐熱性材料は一般的に耐湿性にも優れ、長期的な寸法安定性が向上する。 高温材料は通常、他のカテゴリーの材料よりも脆性が高くなることに注意してください。繰り返し応力、衝撃、落下リスクを伴う用途では、これらの材料の使用を避けるべきです。

高精度かつ滑らかな表面仕上げにより、DLPは医療機器の印刷に適しています。関連する規制要件および基準に基づいて認証された特別な医療グレード材料を使用します。
上記の一般的なカテゴリーは多くの用途に使用できます。特殊な特性(ESD保護、難燃性など)を必要とする使用事例には、その他の特殊用途材料を使用できます。これらの3D材料は、代替する従来の熱可塑性材料によって定義できます。例:
積層造形向け設計(DfAM)とは、3Dプリントが単なるプリンター操作から始まるのではなく、部品の設計段階から始まるという考え方です。従来の設計手法は、従来型製造法の制約を前提として行われてきました。しかし、積層造形は根本的に異なる製造法であるため、部品設計は不必要な制約に縛られるべきではありません。DfAMにより、積層造形の可能性を最大限に引き出すことが可能となります。
生産部品に積層造形技術を採用する場合、その真の利点を引き出すためには技術に合わせた設計が不可欠です。優れたDfAMは品質・機能性・生産性の向上に寄与し、結果として総コスト削減と積層造形による実用的な応用範囲の拡大につながります。さらに、積層造形向けに設計することで、複数の部品を単一の統合部品に集約できる場合が多く、組み立て作業の労力削減や、精密な手作業による組み立て工程にしばしば伴う品質課題の軽減が可能となります。
ステップ1 – 部品と用途を考慮する:
ステップ2 – AM材料の選択:
ステップ3 – プリント部品の向きを考慮する:
パーツの向きは表面品質にも影響します:
ステップ4 – サポートの必要性を検討する:
ステップ5 - 洗浄と後硬化処理:
例えば、下図のベンチュリ弁(断面図)は、左図の向き(3つのポートが下向き、1つが上向き)で印刷される限り、完全に自立します。反対の向きで印刷すると、中央の内部流体出口(赤色でマーク)にサポートが必要になります。
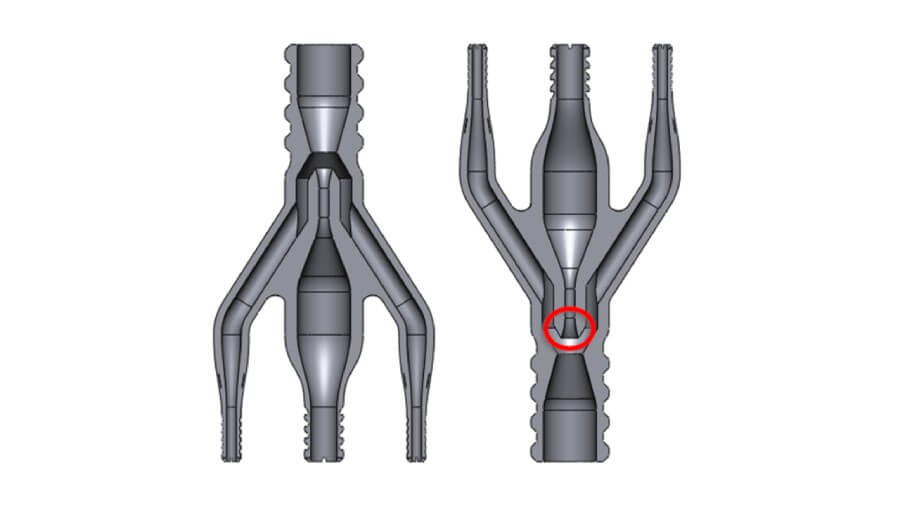
しかし、この部品を大量に印刷するには、ネスティング密度が重要な役割を果たします。すべての部品が同じ向きであれば、1回の印刷で収まる数が少なくなり、スループットが低下します。そのため、両方の向きを使用する必要があり、一方にはサポートが必要となります。DLPでサポート
材を使用すること自体は問題ではありませんが、このケースでは課題となりました。サポートを追加する論理的な方法は、このように(緑の線)です:
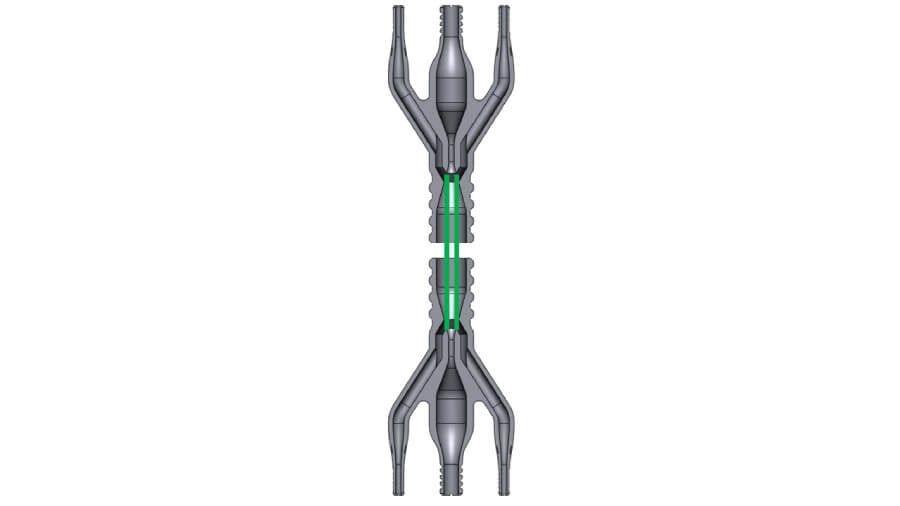
しかし、閉じたチューブ内部にサポート構造を配置すると、きれいに除去することがほぼ不可能になります。代わりに、設計をわずかに変更することで、ベンチュリ弁はどちらの向きでも完全に自立します:
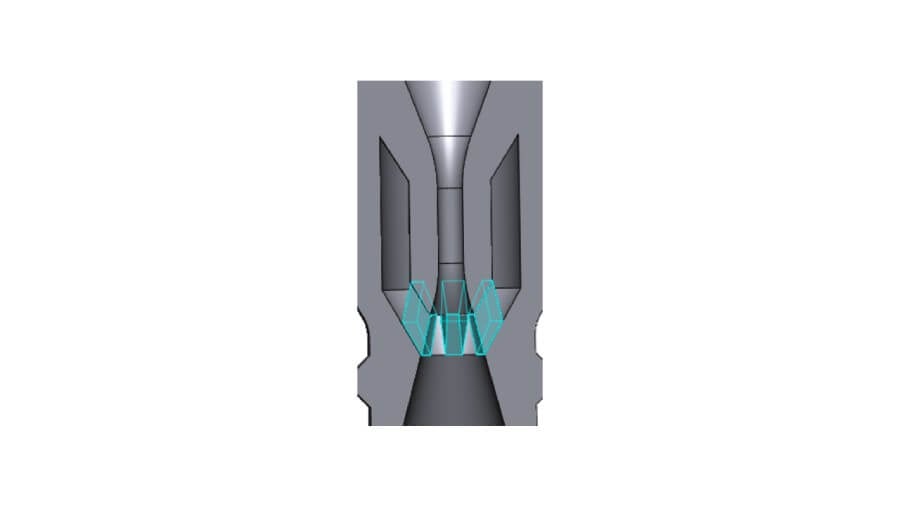
この解決策では、側壁と中央内部流体出口を接続する自立式支柱(青色で強調)を追加し、支えのないポートを支えつつ、空気の流れを妨げないようにしています。
DLP 3Dプリント技術は既に、高品質で再現性のある完全機能部品の製造に活用されています。そしてさらなる進化が期待されています:
1. DLP 3D技術とは何か、その仕組みは?
デジタル光処理(DLP)は、プロジェクターや3Dプリンターに使用される表示技術です。デジタルマイクロミラーデバイス(DMD)を用いて光を反射し、画像を作成します。3Dプリントでは、DLPプリンターがデジタル光源を用いて液体樹脂を層ごとに硬化させ、3Dオブジェクトを構築します。
2. DLP 3Dプリンターの一般的な問題点は?
DLP 3Dプリンターの一般的な問題には、印刷品質の低下、印刷物の位置ずれ、樹脂の硬化不良、層の分離、露光時間の誤りやプロジェクター部品の損傷による印刷失敗などがあります。(これらの問題を回避する方法については次の質問を参照してください。)
3. DLP印刷の印刷品質不良を修正するには?
印刷品質不良を改善するには、以下のベストプラクティスに従ってください:
4. DLPは他の3Dプリント技術と比べてどのような利点がありますか?
DLPは、SLAなどの他の樹脂技術と比較して、レイヤー全体を一度に硬化できるため、より高速な印刷速度を実現します。また、高精度(一部のシステムでは最大50 µm)、細部まで精細な造形、滑らかな表面仕上げによる高解像度のプリントが可能であり、複雑なモデル、人間工学に基づいた工具、歯科用途に最適です。
さらに、様々な用途向けの高性能材料の印刷が可能です。
5. DLP 3Dプリントで使用できる材料は何ですか?
DLP 3Dプリンターは、385nm波長の光で硬化させる液体樹脂を使用します。汎用樹脂、高強度樹脂、柔軟性樹脂、生体適合性樹脂など様々な配合の樹脂が用意されており、プロトタイピングから少量生産まで幅広い用途に対応します。
6. DLPは大判3Dプリントに適していますか?
DLPは、ビルドプラットフォームに光を投影し樹脂を層ごとに硬化させるため、中小サイズのプリントに適しています。大型プリントでは硬化時間が長くなる可能性があり、DLP技術では非現実的となる場合があります。大型プリントには、ステレオリソグラフィー(SLA)や溶融積層法(FDM)などの他の技術の方が効率的かもしれません。
7. DLP 3Dプリントの精度は?
DLP技術は高精度と細部表現に優れています。50ミクロン(0.05mm)という微細なプリント解像度を実現可能で、高精度と厳密な公差が求められる精密モデルや最終用途部品に最適です。
8. DLP 3Dプリント技術はどの産業で使用されていますか?
DLP技術は、自動車、航空宇宙、民生用アプリケーション、産業機械部品など、様々な産業で利用されています。これらの産業では、プロトタイプ、製造補助ツール、最終用途生産部品の印刷にDLPが活用されています。
また、歯科用モデルやインプラント、医療機器・装置の部品作成など、医療分野でも広く活用されています。
9. DLPとLCD 3Dプリントの主な違いは何ですか?
10. DLPとSLA 3Dプリンティングの主な違いは何ですか?
DLPとSLAはどちらも光で樹脂を硬化させますが、主な違いは光の照射方法にあります。DLPはデジタルプロジェクターで層全体を一度に硬化させるのに対し、SLAはレーザーで各層の形状をトレースします。
また、使用する波長が異なるため、対応する材料も異なり、用途が分かれる。DLPは高性能材料の使用が可能でSLAより高速な傾向がある一方、SLAは大型部品の製造に適している。いずれも高品質なプリントを実現する。
11. DLP 3Dプリンターの主要構成部品は何ですか?
DLP 3Dプリンターの主要構成要素には、デジタル光源(プロジェクター)、樹脂槽、造形プラットフォーム(プリントが作成される場所)が含まれます。ヒーターはオプションですが、高性能材料を含む幅広い材料の使用を可能にします。
12. DLP 3Dプリンターは複数材料の同時印刷が可能ですか?
現在、ほとんどのDLP 3Dプリンターは一度に単一材料での印刷を前提に設計されています。ただし、一部の高度なシステムでは、異なる層で異なる樹脂を使用したり、印刷中に樹脂を切り替えたりすることでマルチマテリアル印刷をサポートする場合がありますが、これは一般的ではなく、特定のセットアップが必要です。
P3™は当社特許取得のDLP技術であり、プログラム可能な光重合を採用しています。全てのDLP 3Dプリンターが2番目の「P」(光重合)を基盤としている一方、ストラタシス・オリジン・プリンターは厳密な閉ループセンサーシステムを追加し、プロセス全体を完全に制御可能にします。具体的には:
これらのパラメータを厳密に監視することで、上級ユーザーは極めて細かなプロセス制御が可能になるだけでなく、非常に信頼性が高く再現性のあるプロセスが実現されます。P3 DLP技術は、特許取得済みの空気圧式分離機構においても独自性を有しています。 DLP方式の装置は全て、何らかの分離機構を備えている必要があります。これは、層が槽の底面で印刷されるためです。部品は下から上へ層ごとに構築され、各層の印刷後にプラットフォームがわずかに上昇します(詳細は上記「DLPを用いた3Dプリント」参照)。分離機構がない場合、最後に印刷された層がビルドプラットフォームや部分的に構築された部品ではなく、装置の底面に付着する可能性があります。
この問題を解決する方法は様々ですが、その効果は一律ではありません。
P3特許取得の空気圧方式では、分離力を段階的に加えることで、膜から新しい層を徐々に剥がします。層全体を一気に解放する方式とは異なります。
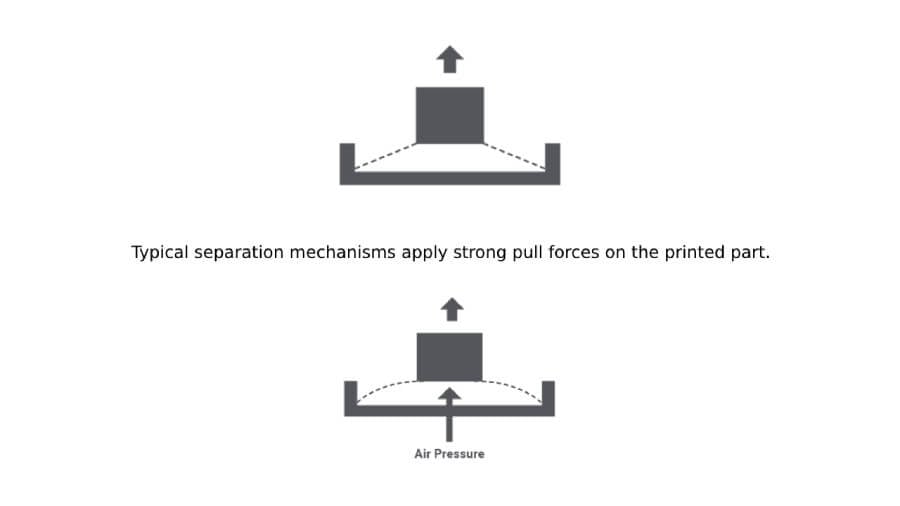
P3 DLPは空気圧分離機構を採用し、はるかに少ない分離力で動作します。ビルドプラットフォームが上昇するにつれ、膜が各硬化層から徐々に剥離します。
この方法にはいくつかの利点があります:
DLPは、高精度・信頼性・高品質な表面仕上げ・高性能材料を必要とする様々な産業で使用されています。DLPを成功裏に活用している主な産業分野は以下の通りです:
以下は、当社のお客様による事例研究のほんの一例です。
課題:
解決策:
課題:
トライテックは医療機器事業への参入を目指していました。医療専門家との面談を通じて、内視鏡機器を迅速に洗浄する方法が必要であるというニーズを明確に把握しました。同社はコンセプトを保有していましたが、その形状は非常に複雑で、射出成形には適していないように見えました。
解決策:
DLP 3Dプリント技術は、この製品を実用化するために必要な二つの本質的要素を兼ね備えていた:

